OEM 2/3/4 ફ્લુટ્સ બોલ નોઝ એન્ડ મિલ્સ સ્ટ્રેટ શૅન્ક સાથે



4 ફ્લુટ્સ બોલ નોઝ એન્ડ મિલ્સ સ્ટ્રેટ શંક સાથે
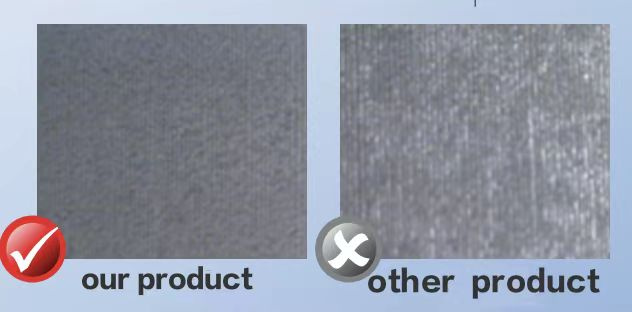
1. બોલ એજની મધ્ય ડીઝાઇન જે ઉચ્ચ તાકાત અને તીક્ષ્ણ ધારને જોડે છે તે કટીંગ પ્રોસેસિંગ દરમિયાન પેદા થતી ચિપ્સને યોગ્ય રીતે હેન્ડલ કરી શકે છે.
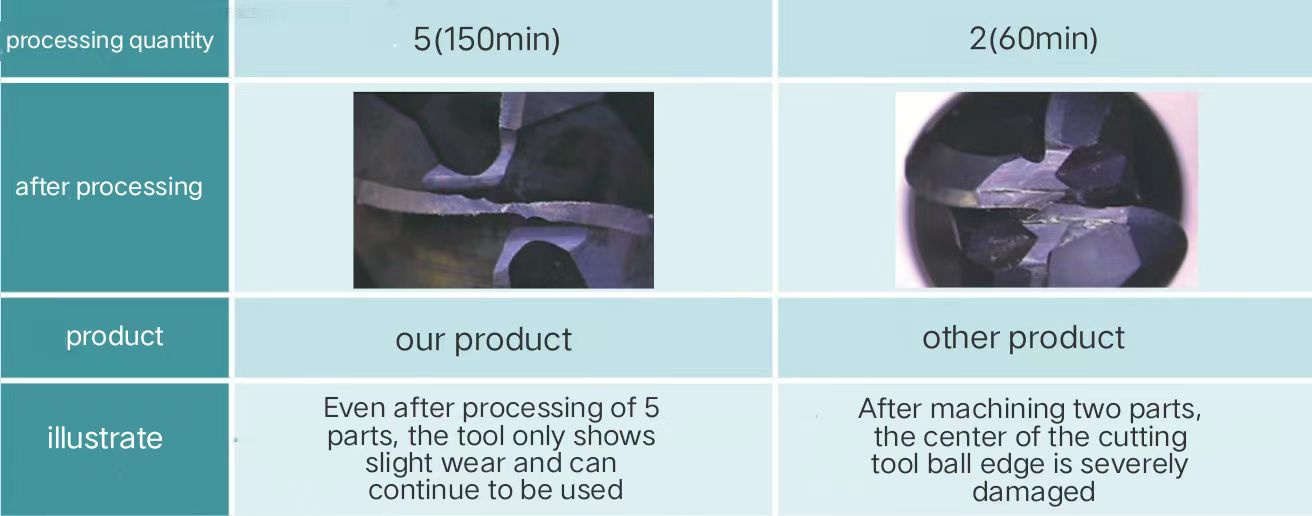
2. મિલિંગ Cr12(36HRC) માં ઉચ્ચ-પ્રદર્શન ચાર ધારવાળા બોલ એન્ડ મિલિંગ કટરની એપ્લિકેશન પરિસ્થિતિ
અરજી
2/4 એજ સ્ટ્રેટ શેન્ક બોલ એન્ડ મિલ્સ પ્રોફાઇલિંગ, કેવિટી મશીનિંગ અને ગોળાકાર મશીનિંગ માટે યોગ્ય છે.2 વાંસળીઓ એપ્લીકેશનની વિશાળ શ્રેણી સાથે પ્રોફાઇલ મિલિંગ અને હાઇ-સ્પીડ મશીનિંગ માટે યોગ્ય છે.તે કાર્બન સ્ટીલ, એલોય સ્ટીલ, પ્રીહાર્ડેન્ડ સ્ટીલ, ક્વેન્ચ્ડ સ્ટીલ (55HRC ~ 68HRC), કાસ્ટ આયર્ન અને ડ્યુક્ટાઇલ આયર્ન તેમજ સ્ટેનલેસ સ્ટીલ, ટાઇટેનિયમ એલોય અને હીટ-રેઝિસ્ટન્ટ એલોયની પ્રક્રિયા માટે ખૂબ જ યોગ્ય છે.4 વાંસળી માટે, તે ઉચ્ચ ફીડ ઝડપ પ્રાપ્ત કરી શકે છે, ત્યાં ઉચ્ચ કટિંગ કાર્યક્ષમતા પ્રાપ્ત કરી શકે છે.તે કાર્બન સ્ટીલ, એલોય સ્ટીલ, પ્રીહાર્ડેન્ડ સ્ટીલ, ક્વેન્ચ્ડ સ્ટીલ (55HRC ~ 68HRC), કાસ્ટ આયર્ન અને ડ્યુક્ટાઇલ આયર્ન તેમજ સ્ટેનલેસ સ્ટીલ, ટાઇટેનિયમ એલોય અને હીટ-રેઝિસ્ટન્ટ એલોયની પ્રક્રિયા માટે ખૂબ જ યોગ્ય છે.
વિશિષ્ટતાઓ
પસંદ કરવા માટે 2 ફ્લુટ્સ મિલિંગ કટરના 20 થી વધુ મોડલ છે, જ્યારે 4 ફ્લુટ્સ મિલિંગ કટરના દસથી વધુ વિશિષ્ટતાઓ છે.તેમનો કાચો માલ UK20 અને TAN કોટિંગ્સ છે.
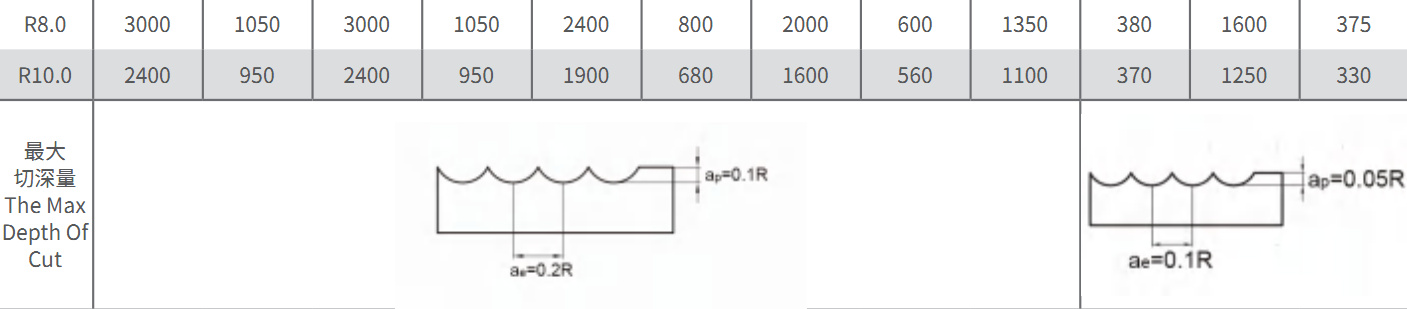
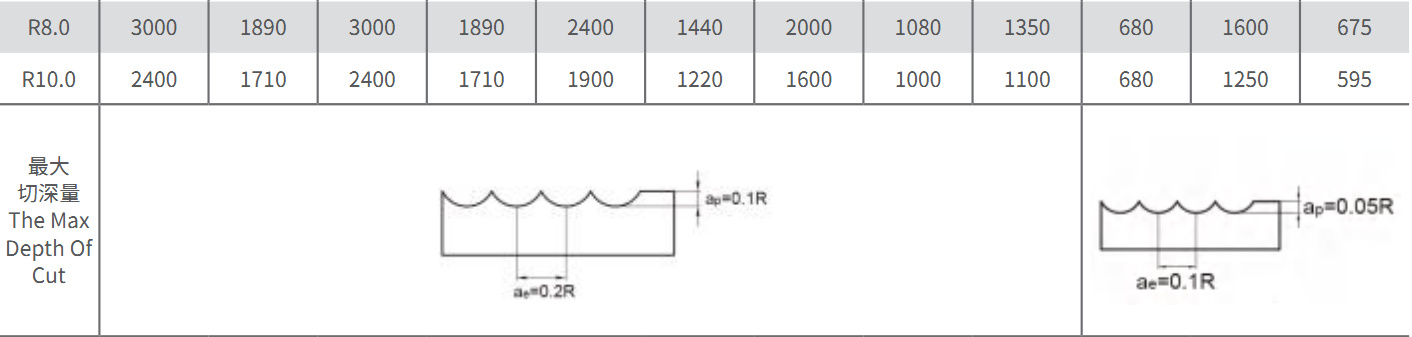
QCM2F/QCM4F ના કટીંગ પરિમાણો
QCM2F ના કટીંગ પરિમાણો

1. કૃપા કરીને ઉચ્ચ-ચોકસાઇવાળા મશીન ટૂલ્સ અને ટૂલ હેન્ડલ્સનો ઉપયોગ કરો.
2. મહેરબાની કરીને એર કૂલિંગ અથવા કટીંગ પ્રવાહીનો ઉપયોગ કરો જે ધુમાડો પેદા કરવાની સંભાવના નથી.
3. જ્યારે મશીન ટૂલ વર્ક પીસની ઇન્સ્ટોલેશન કઠોરતા નબળી હોય, ત્યારે કંપન અને અસામાન્ય અવાજ આવી શકે છે.આ સમયે, ઉપરોક્ત કોષ્ટકમાં ઝડપ અને ફીડની ઝડપ વાર્ષિક ધોરણે ઘટાડવી જોઈએ.
4. કટરની સસ્પેન્શન લંબાઈ શક્ય તેટલી ટૂંકી હોવી જોઈએ.
QCM4F ના કટીંગ પરિમાણો

1. કૃપા કરીને ઉચ્ચ-ચોકસાઇવાળા મશીન ટૂલ્સ અને ટૂલ હેન્ડલ્સનો ઉપયોગ કરો.
2. મહેરબાની કરીને એર કૂલિંગ અથવા કટીંગ પ્રવાહીનો ઉપયોગ કરો જે ધુમાડો પેદા કરવાની સંભાવના નથી.
3. જ્યારે મશીન ટૂલ વર્ક પીસની ઇન્સ્ટોલેશન કઠોરતા નબળી હોય, ત્યારે કંપન અને અસામાન્ય અવાજ આવી શકે છે.આ સમયે, ઉપરોક્ત કોષ્ટકમાં ઝડપ અને ફીડની ઝડપ વાર્ષિક ધોરણે ઘટાડવી જોઈએ.
4. કટરની સસ્પેન્શન લંબાઈ શક્ય તેટલી ટૂંકી હોવી જોઈએ.

